2016年6月の第1製造部(古川工場)の5S改善事例を紹介します。
今回、第1製造部では架台用の延長脚の専用保管棚を設けました。
<改善前の状態&問題点>
架台用の延長脚は、屋外の物品棚に乱雑に置いてあり、使用しないものも混在しており、見た目も悪い状態でした。持ち出し時には足元に落下させる可能性もありました。

<改善後の状態&効果>
ネジカゴ・受け缶蓋置場に延長脚の専用棚(写真下段)を設け、4本セットで保管できるようにしました。色・番号で識別することで持ち出しやすく管理しやすくなりました。また使用しない延長脚は廃棄しました。

2016年6月の総務部(古川工場)のKY活動事例を紹介します。
以下の作業をテーマとして取り上げ、KYT(危険予知訓練)を実施しました。
テーマ
排出粉ドラム缶計量作業

1ラウンド:どんな危険が潜んでいるか?
2ラウンド:これが危険ポイントだ!
以下の危険が挙げられ、重要危険ポイントを設定しました。
| ◎ |
1 |
クレーンの位置をドラム缶の真上にセットせずに吊り上げた際、横揺れにより作業者にドラム缶が当たる。 |
| ○ |
2 |
吊り金具がしっかりとドラム缶に掛っていない状態で吊り上げた際、フックが外れてドラム缶が落下し作業者に当たる。 |
| ○ |
3 |
ドラム缶の蓋がバンドでしっかりと締め付けられていないと、吊り上げた際にバンドが外れて蓋が飛び、近くにいた作業者に当たる。 |
| ○ |
4 |
計量器具を両手でしっかりと持たずに扱うと、作業者の足の上に落下する。 |
◎:最重要危険ポイント/○:重要危険ポイント
3ラウンド:あなたならどうする?
上記の◎最重要危険ポイントに対して、以下の具体的対策案が提案されました。
| ※ |
1 |
吊り上げる際は、クレーンの位置が真上に来ている事を確認してから吊り上げる。 |
| ※ |
2 |
ドラム缶を確実にライン内に置く。 |
※:重点実施項目
4ラウンド:私たちはこうする!
上記の対策案を実施するために、以下のチーム行動目標と指差し呼称を設定しました。
| チーム行動目標 |
ドラム缶を吊り上げる時は、クレーン、ドラム缶の位置を確認しよう。 |
| 指差し呼称 |
クレーン位置、ヨシ! ドラム缶位置、ヨシ! |
2016年6月の技術部(古川工場)のKY活動事例を紹介します。
以下の作業をテーマとして取り上げ、KYT(危険予知訓練)を実施しました。
テーマ
長物鋼材ボール盤作業

1ラウンド:どんな危険が潜んでいるか?
2ラウンド:これが危険ポイントだ!
以下の危険が挙げられ、重要危険ポイントを設定しました。
| ◎ |
1 |
鋼材の重心が穴加工位置と違うので、手を滑らすと鋼材が落ち怪我をする。 |
| ○ |
2 |
鋼材が長いので加工位置を替える際、周囲に作業者がいると鋼材が当たりけがをする。 |
| ◎ |
3 |
バイスを持つことが出来ない状態なので、キリが噛み込むと鋼材が振られ当たりけがをする。 |
|
4 |
保護手袋をしていないと切削屑で指にけがをする。 |
|
5 |
保護メガネをしていないと切削屑で目にけがをする。 |
| ○ |
6 |
中腰作業の為、長時間作業を行うと腰に負担がかかる。 |
◎:最重要危険ポイント/○:重要危険ポイント
3ラウンド:あなたならどうする?
上記の◎最重要危険ポイントに対して、以下の具体的対策案が提案されました。
| ※ |
1 |
大きいバイスを使い、テーブルにシャコ万でしっかり固定する。 |
| ※ |
2 |
シャコ万で固定出来ない場合はハンドドリルで作業する。 |
※:重点実施項目
4ラウンド:私たちはこうする!
上記の対策案を実施するために、以下のチーム行動目標と指差し呼称を設定しました。
| チーム行動目標 |
長物鋼材のボール盤作業は大きいバイスを使用しシャコ万で固定して作業しよう。 |
| 指差し呼称 |
バイス固定よし! |
2016年6月の原料課(古川工場)のKY活動事例を紹介します。
以下の作業をテーマとして取り上げ、KYT(危険予知訓練)を実施しました。
テーマ
選別台下の受け皿を引き出す作業

1ラウンド:どんな危険が潜んでいるか?
2ラウンド:これが危険ポイントだ!
以下の危険が挙げられ、重要危険ポイントを設定しました。
| ◎ |
1 |
周囲にフレコンやドラム等があると接触し転倒する。 |
| ◎ |
2 |
向かい合わせの選別台から同時に受け皿を引き出すと、作業者同士が接触し怪我をする。 |
| |
3 |
無理な体勢で引き出すと、腕や腰に負担がかかる。 |
| |
4 |
二人で受け皿を引き出す時、息が合わないと受け皿が斜めになってしまい選別台との間で手を挟む。 |
| ○ |
5 |
受け皿の中に台下品をたくさん溜めてしまうと重くなり、引き出すとき腕や腰に負担がかかる。 |
◎:最重要危険ポイント/○:重要危険ポイント
3ラウンド:あなたならどうする?
上記の◎最重要危険ポイントに対して、以下の具体的対策案が提案されました。
| ※ |
1 |
十分なスペースを確保してから作業する。 |
| |
2 |
周囲の作業者に声をかけ安全確認をしてから作業する。 |
※:重点実施項目
4ラウンド:私たちはこうする!
上記の対策案を実施するために、以下のチーム行動目標と指差し呼称を設定しました。
| チーム行動目標 |
受け皿を引き出す時は、十分なスペースを確保し、周囲の安全確認をしてから作業しよう。 |
| 指差し呼称 |
作業スペースよし! |
以前、古川工場において実施した「省エネタイプのコンプレッサーへ切り替え」、「省エネタイプコンプレッサー追加導入」に続き、本社でも省エネ効果を得るために、コンプレッサーの一部を省エネタイプのものに切り替えました。

本社の第2工場にはコンプレッサー2台あり、それらをインバータ制御できるタイプのものに切り替えたことで、使用電力量の削減が見込まれます。
当社の本社受託粉砕では、カウンタージェット粉砕機を主に使っており圧縮エアーを多量に消費するということもあって、工場の総電力使用量に占めるコンプレッサーの電力使用量の割合は非常に大きくなっています。
コンプレッサーを省エネタイプのものに順次切り替えていくことで、工場全体の省エネに大きく繋がっています。


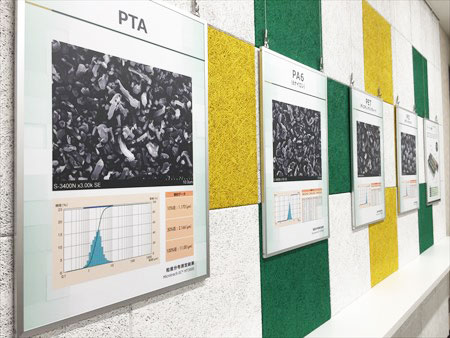
本社と古川工場の会議室をショールーム化しました。

本社第1会議室
本社の会議室2室、古川工場の会議室2室に展示ウォールを設け、粉砕品の事例(SEM写真、粒径分布)、粉砕室やクリーンルームをご紹介するパネルを設置しました。また、下部の飾り棚には、ご来社いただくお客様の目的に沿った展示物を置けるようになっており、パネルと合わせてご覧いただくことができます。
カタログやホームページなどのお客様とのコミュニケーションツールにショールームが新たに加わり、お客様のご来社時には今まで以上に円滑なコミュニケーションができるよう努めてまいります。
ご来社の際は、ぜひ喜多村のショールームをご体感ください。
本社製造部会議室

古川工場第1会議室

古川工場第2会議室
2016年4月の製造部(本社)の5S活動事例を紹介します。
今回、製造部では食堂のイスを保管しておく専用台車を製作しました。
<改善前の状態&問題点>
食堂のイスで通常使用しない分は積み重ねて置いてあり、まとめて移動させようとすると重くて持ちにくく、楽ではありませんでした。また、掃除の邪魔にもなっていました。

<改善後の状態&効果>
積み重ねたイスを載せておく専用の台車を製作しました。移動させるのも楽になり、掃除もしやすくなりました。



