2024年4月の開発部(古川工場)の5S活動事例を紹介します。
開発部では「比表面積測定装置試料管スタンド改良」を実施しました。
<改善前の状態&問題点>
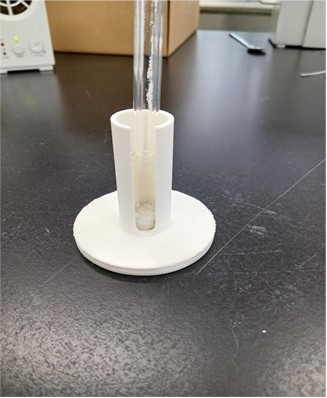
細長い試料管にサンプルを充填する際、測定装置に付属のシリコン製スタンドを用いています。スタンドは不透明なため、充填部が隠れていて充填量を確認する際には試料管を何度も持ち上げる必要があり、手間でした。

<改善後の状態&効果>
円筒部の一部を切り欠いたスタンドの3DモデルをCADで作成し、3Dプリンタで造形しました。円筒部の一部を切り欠いたスタンドを作製したことで、試料管を持ち上げなくてもサンプル充填量が一目でわかるようになりました。
2024年4月の開発部(古川工場)の5S活動事例を紹介します。
開発部では「FRA横エアーガン置き場の改善」を実施しました。
<改善前の状態&問題点>
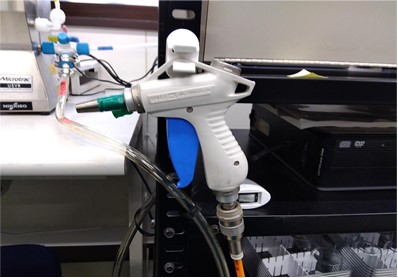
FRA使用時、エアーを使った作業があります。FRA近くに黄色いフックがあり、エアーガンを引っ掛けられるようになっています。しかし、黄色いフックが大きく、通路に飛び出しているため、作業者に引っ掛かり痛い思いをしたり、服に引っ掛かり破けてしまったりする可能性があります。また、黄色いフックが邪魔で、通路が通りにくい時がありました。

<改善後の状態&効果>
黄色いフックを取り外し、小さめの引っ掛かり(壁付けホルダー)を取り付けました。結果、作業者や作業者の服に引っ掛かる可能性が低くなりました。また、通路が通りやすくなりました。
2024年4月の原料部(古川工場)のKY活動事例を紹介します。
以下の作業をテーマとして取り上げ、KYT(危険予知訓練)を実施しました。
テーマ
チューブ原料(ドラム)のゴールドリフターへの積載作業

1ラウンド:どんな危険が潜んでいるか?
2ラウンド:これが危険ポイントだ!
以下の危険が挙げられ、重要危険ポイントを設定しました。
| ◎ |
1 |
ドラムを積んだパレットをゴールドリフターに載せる際、前方の視野が悪くなっているため周囲の作業者に気付かずパレットやドラムが当たってケガをする。 |
| ○ |
2 |
ドラムを積んだパレットをゴールドリフターに載せる際、急旋回すると遠心力でドラムが落下し周囲の作業者に当たってケガをする。 |
| ◎ |
3 |
ゴールドリフター付近に障害物があるとフォークリフトと接触した弾みでドラムが落下し、周囲の作業者に当たりケガをする。 |
| |
4 |
ゴールドリフターの高さが高すぎたり低すぎたりするとパレットを載せる際見えづらく、パレットを載せる位置がずれてバランスを崩しドラムが落下して周囲の作業者に当たりケガをする。 |
◎:最重要危険ポイント/○:重要危険ポイント
3ラウンド:あなたならどうする?
上記の◎最重要危険ポイントに対して、以下の具体的対策案が提案されました。
| ※ |
1 |
ゴールドリフターにドラムを積んだパレットを載せる際は誘導員を配置し誘導を行う。 |
| ※ |
2 |
ゴールドリフター付近に障害物が置いてある時は、取り除いてから作業を開始する。 |
※:重点実施項目
4ラウンド:私たちはこうする!
上記の対策案を実施するために、以下のチーム行動目標と指差し呼称を設定しました。
| チーム行動目標 |
ゴールドリフターにドラムを積んだパレットを載せる際は、周りに障害物が無いことを確認し誘導員を付けて作業しよう! |
| 指差し呼称 |
周囲の整理整頓ヨシ!誘導員配置ヨシ! |
2024年4月の第一製造部(古川工場)のKY活動事例を紹介します。
以下の作業をテーマとして取り上げ、KYT(危険予知訓練)を実施しました。
テーマ
フォークリフト荷物運搬作業(視界を妨げるような荷の積載時)

1ラウンド:どんな危険が潜んでいるか?
2ラウンド:これが危険ポイントだ!
以下の危険が挙げられ、重要危険ポイントを設定しました。
| ◎ |
1 |
荷物で前が見えない状態で前進すると、前方の作業者に気が付かず接触してしまい怪我をする。 |
| ◎ |
2 |
荷物で前が見えない状態で前進すると、前方の設備や壁に接触し荷物が倒れ、周囲の作業者に当たり怪我をする。 |
| ◎ |
3 |
回収機など高さのある荷物を運搬する時、しっかりと固定していないと振動で荷物が倒れ、周囲の作業者に当たり怪我をする。 |
◎:最重要危険ポイント/○:重要危険ポイント
3ラウンド:あなたならどうする?
上記の◎最重要危険ポイントに対して、以下の具体的対策案が提案されました。
| |
1 |
荷物で前が見えない状態の時は、後進走行を行う。 |
| ※ |
2 |
やむを得ず前進しなければならない時は、誘導者をつける。 |
| |
3 |
シャコ万や、ラッシングベルトで荷物をしっかりと固定して運搬する。 |
※:重点実施項目
4ラウンド:私たちはこうする!
上記の対策案を実施するために、以下のチーム行動目標と指差し呼称を設定しました。
| チーム行動目標 |
荷物で前が見えない状態で前進する時は、誘導者をつけて前方の安全確認をしよう。 |
| 指差し呼称 |
誘導者よし!前方よし! |
2024年3月の製造部(本社)の5S活動事例を紹介します。
製造部では「No.8室廃棄紛用タンクの置き場改善」を実施しました。
<改善前の状態&問題点>
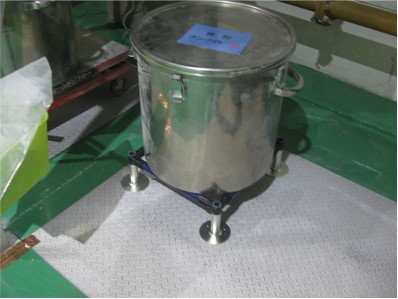
No.8室で使用している廃棄紛用タンクはタンク交換後適当に直置きされ定置管理されておらず清掃しづらい状態となっていました。

<改善後の状態&効果>
廃棄紛用タンクのラックをスペーシアで作成して交換後タンクを置けるようにしました。定置管理されるようになりタンク周辺の清掃もしやすくなりました。
2024年3月の製造部(本社)の5S活動事例を紹介します。
製造部では「機械部品の保管方法改善」を実施しました。
<改善前の状態&問題点>
ある機械部品の保管場所には保護する物が無く置いてある状態の為使用時の移動等で破損しやすい状態にありました。

<改善後の状態&効果>
専用のケースを用意して保管できるようにしました。保護された状態になったので破損してしまう危険性が少なくなり持ち運びしやすくなりました。

2023年4月の設備保全部(古川工場)の5S活動事例を紹介します。
設備保全部では「台車の天板交換」を実施しました。
<改善前の状態&問題点>
長年使用している台車の天板が酷く劣化し、撓みや剥がれがある状態でした。

<改善後の状態&効果>
天板を新しいコンパネで製作しました。 運搬に支障がなくなり見た目も良くなりました。




